

口服固体制剂车间人物流风险评估
1、概述
针对口服固体制剂车间人物流进行风险评估,通过评估及针对风险源采取相应措施,尽可能降低或消除人物流对产品质量的影响,达到可接受风险水平。
2、质量风险管理流程
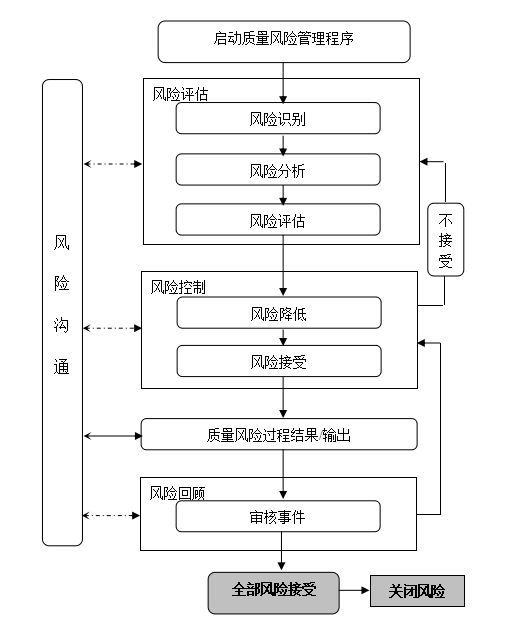
3、风险评估方法
进行风险评估所用的方法遵循FMEA技术(失效模式与影响分析),它包括以下几点:
3.1.风险确认:可能影响产品质量、产量、工艺操作或数据完整性的风险。
3.2.风险判定:包括评估先前确认风险的后果,其基础建立在严重程度、可能性及可检测性上。
3.3.严重程度(S):
测定风险的潜在后果,主要针对可能危害产品质量、患者健康及数据完整性的影响。
严重程度分为四个等级,如下图:
严重程度(S) | 描 述 |
关键(4) | 直接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性。此风险可导致产品不能使用 直接影响GMP原则,危害生产厂区活动 |
高(3) | 直接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性。此风险可导致产品召回或退回 未能符合一些GMP原则,可能引起检查或审计中产生偏差 |
中(2) | 尽管不存在对产品或数据的相关影响,但仍间接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性 此风险可能造成资源的极度浪费或对企业形象产生较坏影响 |
低(1) | 尽管此类风险不对产品或数据产生最终影响,但对产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性仍产生较小影响 |
3.4.可能性程度(P):
测定风险产生的可能性。根据积累的经验、工艺/操作复杂性知识或小组提供的其他目标数据,可获得可能性的数值。为建立统一基线,建立以下等级:
可能性(P) | 描 述 |
极高(4) | 极易发生,如:复杂手工操作中的人为失误 |
高(3) | 偶尔发生,如:简单手工操作中因习惯造成的人为失误 |
中(2) | 很少发生,如:需要初始配置或调整的自动化操作失败 |
低(1) | 发生可能性极低,如:标准设备进行的自动化操作失败 |
3.5可检测性(D):
在潜在风险造成危害前,检测发现的可能性,定义如下:
可检测性(D) | 描 述 |
极低(4) | 不存在能够检测到错误的机制 |
低(3) | 通过周期性手动控制可检测到错误 |
中(2) | 通过应用于每批的常规手动控制或分析可检测到错误 |
高(1) | 自动控制装置到位,监测错误(例:警报)或错误明显(例:错误导致不能继续进入下一阶段工艺) |
RPN(风险优先系数)计算,将各不相同因素相乘(S*P*D):严重程度、可能性及可检测性,可获得风险系数(RPN = S*P*D)
RPN>16或严重程度= 4
高风险水平:此为不可接受风险。必须尽快采用控制措施,通过提高可检测性及降低风险产生的可能性来降低最终风险水平。验证应先集中于确认已采用控制措施且持续执行。
由严重程度为4导致的高风险水平,必须将其降低至RPN最大等于8。
16≥RPN>8
中等风险水平:此风险要求采用控制措施,通过提高可检测性及(或)降低风险产生的可能性来降低最终风险水平。所采用的措施可以是规程或技术措施,但均应经过验证。
RPN≤8
低风险水平:此风险水平为可接受,无需采用额外的控制措施。
4、风险评估
公司组建了风险评估管理小组,常务副总任组长、质量副总(兼质量受权人)任副组长,成员包括生产副总、质管部部长、生产技术部部长、工程部部长、车间主任、化验室主任、QA主管等。评估通过小组会议讨论分析、检验数据调查、现场考察分析、征集意见等形式进行。
质量风险评估小组参与人员还有:
车间工艺员、车间现场QA、各工序操作工、QC等人员。与风险评估管理小组成员合并进行本项评估工作,参与本项评估人员均有丰富的专业知识或具有多年实际工作经验。
参加人员放开思维,通过头脑风暴法,分别列出可能出现和容易出现的风险点。详见“质量风险评估表”。
风险评估成员
序号 | 姓名 | 职务(岗位) |
1 | 江从元 | 常务副总 |
2 | 赵英 | 质量副总(兼质量受权人) |
3 | 鄢丽明 | 生产副总 |
4 | 赵英 | 质管部部长(兼) |
5 | 杨东 | 生产技术部部长 |
6 | 徐洪国 | 工程部部长 |
7 | 王旭红 | 车间主任兼工艺员 |
8 | 候桂兰 | 化验室主任 |
9 | 佟艳霞 | QA主管 |
质量风险评估表(第一部分)
启动质量风险管理程序 | |||||||||
一、风险项目名称(确定问题): 口服固体制剂车间人物流风险评估 | |||||||||
二、成立风险管理小组 | |||||||||
组长:江从元 | 其它资源要求 | ||||||||
成员:赵英、鄢丽明、杨东、徐洪国、王旭红、候桂兰、佟艳霞 | 物料部人员、现场QA等人员参与。 | ||||||||
三、风险分析 | |||||||||
序号 | 存在的危险源 | 产生原因 | 风险发生后的危害 | 控制措施 | |||||
1 | 厂区没有执行人流、物流分开 | 门卫值班人员意识不强 | 造成污染、交叉污染 | 加强培训,加强管理 | |||||
2 | 车间人流和物流穿越功能间 | 人员操作不规范 | 造成污染、交叉污染 | 加强培训,加强管理 | |||||
3 | 车间人流、物流不按规定流动 | 操作人员意识不强 | 造成污染、交叉污染 | 加强培训,加强管理 | |||||
文件责任 | 姓 名 | 职 位 | 签 名 | 日 期 | |||||
编 写 | 王旭红 | 车间主任 | |||||||
审 核 | 杨东 | 生产技术部部长 | |||||||
审 核 | 鄢丽明 | 生产副总 | |||||||
批 准 | 赵英 | 质量副总 | |||||||
质量风险评估表(第二部分)
风险评估 | ||||
风险评估见附件1(FMEA分析表)。 附件确认:已对人物流质量风险(FMEA)分析表所列风险点逐项进行了确认,各风险点RPN值均小于8,风险水平为可接受,无需采用额外的控制措施。
评估人员签名:
日期: 年 月 日 | ||||
风险控制实施的标准 符合《药品生产质量管理规范(2010年修订)》、《药品GMP指南》、《质量风险管理规程》。 | ||||
拟定控制或降低风险的措施(汇总控制风险所需的措施)及实施计划(包括采取措施的开始时间、完成时间,执行控制措施的负责部门及负责人)。 实施计划见质量风险控制措施表(附件2)。 | ||||
文件责任 | 姓 名 | 职 位 | 签 名 | 日 期 |
编 写 | 王旭红 | 车间主任 | ||
审 核 | 杨东 | 生产技术部部长 | ||
审 核 | 鄢丽明 | 生产副总 | ||
批 准 | 赵英 | 质量副总 | ||
质量风险评估表(第三部分)
风险控制执行完毕后的风险再评估 | ||||
一、控制方式实施后的风险结果 | ||||
风险再分析及评估(汇总和/或附上FMEA分析表) 风险再评估见附件。
附件确认:在首次评估中,剩余风险已有措施控制,制定的防控措施已将风险降至可接受标准,采取措施后未引入新的RPN值较高的风险,所有风险点已识别并采取相应措施降低至可以接受水平。
评估人员签名:
日期: 年 月 日 | ||||
二、实施结论 | ||||
对人物流存在的质量风险点进行评估分析,并对相应的风险进行控制,通过对采取措施后的风险进行再评估,所有风险均降低至可接受水平,并在实施过程中,未引入新的风险,经风险降低后,所有风险点已降低至可以接受水平,符合GMP要求。
| ||||
文件责任 | 姓 名 | 职 位 | 签 名 | 日 期 |
编 写 | 王旭红 | 车间主任 | ||
审 核 | 杨东 | 生产技术部部长 | ||
审 核 | 鄢丽明 | 生产副总 | ||
批 准 | 赵英 | 质量副总 | ||
是否关闭风险管理程序 | ||||
□是 □否 需重新进行风险评估。
质量负责人签名/日期: | ||||
附件:质量风险分析表
人物流质量风险(FMEA)分析表
采取措施前 | 采取措施后 | ||||||||||||||||
编号 | 子步骤 | 风险 | 影响 | S | 原因 | P | 控制措施 | D | RPN | 风险水平 | 采取的措施 | S | P | D | RPN | 状态 | 是否引进新风险 |
1 | 厂区没有执行人流、物流分开 | 门卫值班人员意识不强 | 造成污染、交叉污染 | 2 | 门卫值班人员意识不强 | 1 | 加强培训,加强管理 | 1 | 2 | ||||||||
2 | 车间人流和物流穿越功能间 | 人员操作不规范 | 造成污染、交叉污染 | 2 | 人员操作不规范 | 1 | 加强培训,加强管理 | 1 | 2 | ||||||||
3 | 车间人流、物流不按规定流动 | 操作人员意识不强 | 造成污染、交叉污染 | 2 | 操作人员意识不强 | 1 | 加强培训,加强管理 | 1 | 2 | ||||||||